Model NO.: TSE series
Screw Length: 290mm X Segment
L/D: 12:1 - 48:1
Identification: CE ISO9001
Type: Parallel Twin Screw
Trademark: HS
Transport Package: Packed in Wooden with Soft Plastic
Specification: CE. ISO 9001
Origin: Jiangsu. Nanjing
HS Code: 84772090
Model NO.: TSE series
Screw Length: 290mm X Segment
L/D: 12:1 - 48:1
Identification: CE ISO9001
Type: Parallel Twin Screw
Trademark: HS
Transport Package: Packed in Wooden with Soft Plastic
Specification: CE. ISO 9001
Origin: Jiangsu. Nanjing
HS Code: 84772090
OEM ODM Screw Barrel for Parallel co-rotating twin screw extruderSpecifications
1. Extruder replace parts
2. High quality, high accuracy
3. Screw: W6Mo5Cr4V2.38CrMoAl. SKD11. SACM645 etc

Description:
The flexible modular principle is realized with screw barrel sections from the wide
Range ofdifferent designs possible. Fast, intensive and uniform heating ofthe screw
Barrel section is ensured by electrical heaters. The barrel sections are cooled with
Water, by means ofan internal bore system, with bores arranged close to the inside
Barrel wall.
Barrel sections are available as:
Closed barrel section
Barrel section with opening for material feed or for devolatilization
The processing section is provided with stainless steel plates as a protection against
Accidental contact.
Screw Elements: High-speed steel W6Mo5Cr4V2, nitrogen treatment.
Screw Shaft: High performance alloy steels, 40CrNiMoA; With standing high load, Etc
Description
The inter meshing screws co-rotate and wipe each other with narrow clearance so that
No residues are left in the screw flight and clean effort is thus reduce.
Screw elements with various pitches and lengths
Kneading blocks with various angles ofstagger, numbers ofkneading disks and disk
Widths.
Screw tips to fix the screw set axially
Gear teeth connection to ensure power flow between the screw shaft and screw
Elements.

Features:
1. Screw components designed by computer aids is kneading type, has excellent self-cleaning function, the new kneading block design effectively avoid the problems of overheating and energy consumption.
2. According to process system and formula requirements, the unit can optimize its L/D ratio, barrel structure, screw array, venting number and location, feeding method, electrical control methods etc. For rational allocation.
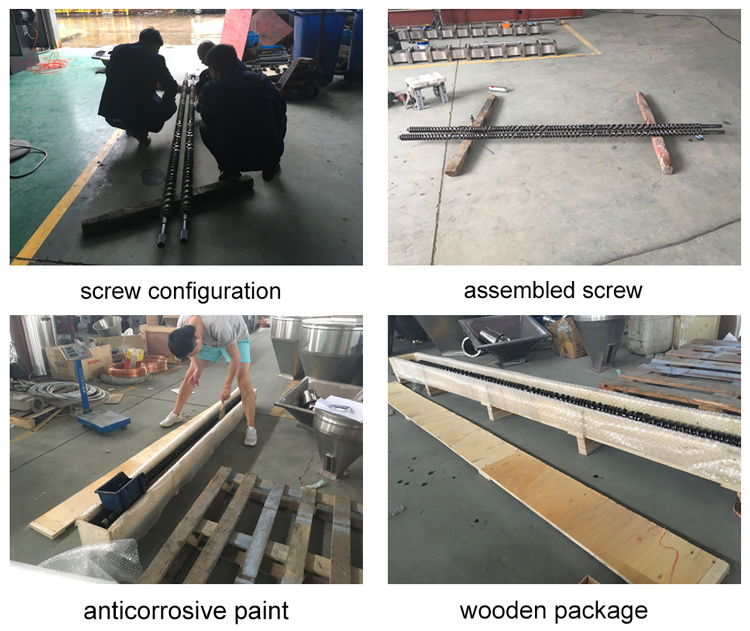
Packaging for exports:
Package: Wooden case or Using Anti-rust oil processing, then use stretch film cover extruder against moisture damage.
Shipping: By sea or By express
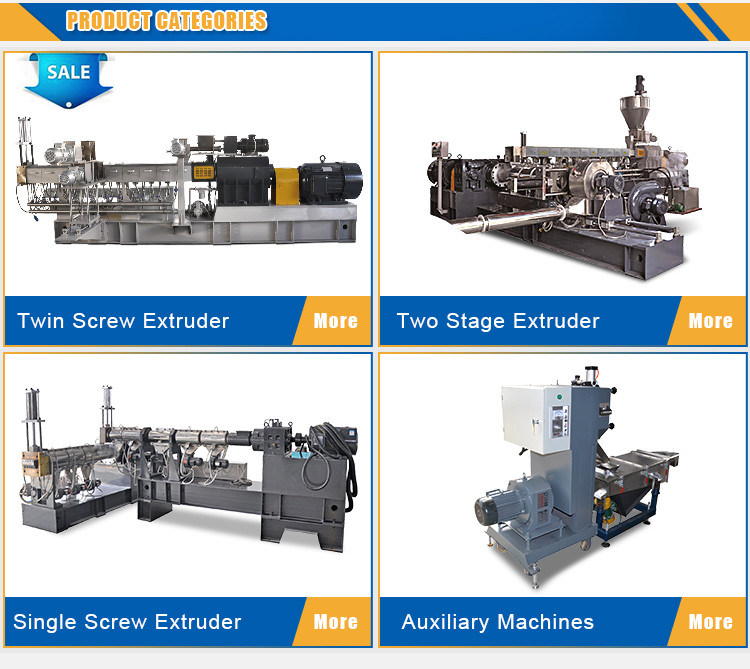
Our machine types:
1. Co-Rotating Parallel Twin Screw Pelletizing Extruders
2. Single Screw Pelletizing Extruders
3. Die Face Cut (Air Cooling) Pelletizing Extruders
4. Double Stage / Double Degassing Recycling Extruders
5. Crushers, Mixers, Storage Tanks, Vibrators, Granulators, Blowers
6. Extruder spare parts

We are manufacturer of twin screw extruder, also can supply all the spare parts.
Like screw, barrel, feeder, die head electric controller and gearbox.
| Base Material | 1) 38CrMoAlA(JIS SACM645) 2)Cr12MOV(JIS SKD-11) 3) 4Cr5MoSiV1(JIS SKD-61) 4) 42CrMo(AISI 4140) |
||
| Bimetallic Alloy Material | 1)Fe-based alloy 2)Ni-based alloy/Deloro alloy 3)Co-based alloy 4)NiCo-based alloy 5)Tungsten carbide/Wolfram carbide |
||
| Surface Treatment | |||
| 1.Heat treatment | 2.High frequency treatment | ||
| 3.Nitriding treatment | Nitrided case depth: 0.50-0.80mm | ||
| Nitrided hardness: HV850-1020 (HRC57-65) | |||
| 4.Hard chrome plating treatment | Chromium-plating layer depth: 0.05-0.10mm | ||
| Chromium-plating layer hardness: more than 950HV | |||
| 5Nickel alloy plating treatment | Bimetallic barrel: centrifugal casting (Inlay alloy) | ||
| Bimetallic screw: plasma alloy coating spraying | |||
| Bimetallic layer depth: 0.8-2.0mm | |||
| Bimetallic layer hardness: HRC 57-72 | |||
| Basic Information | |||
| Nitride Brittleness | ≤Grade Two | ||
| Surface Roughness | Ra0.4um | ||
| Screw Straightness | 0.015mm | ||
| Hardness after hardening and tempering | 0.025~0.10mm | ||
| Material Application | 1)General plastics | ||
| 2)ABS,PA,PC,PE,PET,PS,PU,PVC,U-PVC | |||
| 3) PA+GF (Glass Fiber) | |||
| 4)Flame-resistant reinforced plastics | |||
| 5)Modified engineering plastics | |||
| 6)All kinds of mixed recycled materials | |||
| General Terms | Means of transport: Ocean, Air, Express | ||
| Production time: 20-25 days after order | |||

 OEM ODM Screw Barrel for Parallel co-rotating twin screw extruder
Specifications
1. Extruder replace parts
2. High quality, high accuracy
3. Screw: W6Mo5Cr4V2.38CrMoAl. SKD11. SACM645 etc
Description:
The flexible modular principle is realized with screw barrel sections from the wide
Range ofdifferent designs possible. Fast, intensive and uniform heating ofthe screw
Barrel section is ensured by electrical heaters. The barrel sections are cooled with
Water, by means ofan internal bore system, with bores arranged close to the inside
Barrel wall.
Barrel sections are available as:
Closed barrel section
Barrel section with opening for material feed or for devolatilization
The processing section is provided with stainless steel plates as a protection against
Accidental contact.
Screw Elements: High-speed steel W6Mo5Cr4V2, nitrogen treatment.
Screw Shaft: High performance alloy steels, 40CrNiMoA; With standing high load, Etc
Description
The inter meshing screws co-rotate and wipe each other with narrow clearance so that
No residues are left in the screw flight and clean effort is thus reduce.
Screw elements with various pitches and lengths
Kneading blocks with various angles ofstagger, numbers ofkneading disks and disk
Widths.
Screw tips to fix the screw set axially
Gear teeth connection to ensure power flow between the screw shaft and screw
Elements.
Features:
1. Screw components designed by computer aids is kneading type, has excellent self-cleaning function, the new kneading block design effectively avoid the problems of overheating and energy consumption.
2. According to process system and formula requirements, the unit can optimize its L/D ratio, barrel structure, screw array, venting number and location, feeding method, electrical control methods etc. For rational allocation.
Packaging for exports:
Package: Wooden case or Using Anti-rust oil processing, then use stretch film cover extruder against moisture damage.
Shipping: By sea or By express
Our machine types:
1. Co-Rotating Parallel Twin Screw Pelletizing Extruders
2. Single Screw Pelletizing Extruders
3. Die Face Cut (Air Cooling) Pelletizing Extruders
4. Double Stage / Double Degassing Recycling Extruders
5. Crushers, Mixers, Storage Tanks, Vibrators, Granulators, Blowers
6. Extruder spare parts
We are manufacturer of twin screw extruder, also can supply all the spare parts.
Like screw, barrel, feeder, die head electric controller and gearbox.
| Base Material | 1) 38CrMoAlA(JIS SACM645) 2)Cr12MOV(JIS SKD-11) 3) 4Cr5MoSiV1(JIS SKD-61) 4) 42CrMo(AISI 4140) |
||
| Bimetallic Alloy Material | 1)Fe-based alloy 2)Ni-based alloy/Deloro alloy 3)Co-based alloy 4)NiCo-based alloy 5)Tungsten carbide/Wolfram carbide |
||
| Surface Treatment | |||
| 1.Heat treatment | 2.High frequency treatment | ||
| 3.Nitriding treatment | Nitrided case depth: 0.50-0.80mm | ||
| Nitrided hardness: HV850-1020 (HRC57-65) | |||
| 4.Hard chrome plating treatment | Chromium-plating layer depth: 0.05-0.10mm | ||
| Chromium-plating layer hardness: more than 950HV | |||
| 5Nickel alloy plating treatment | Bimetallic barrel: centrifugal casting (Inlay alloy) | ||
| Bimetallic screw: plasma alloy coating spraying | |||
| Bimetallic layer depth: 0.8-2.0mm | |||
| Bimetallic layer hardness: HRC 57-72 | |||
| Basic Information | |||
| Nitride Brittleness | ≤Grade Two | ||
| Surface Roughness | Ra0.4um | ||
| Screw Straightness | 0.015mm | ||
| Hardness after hardening and tempering | 0.025~0.10mm | ||
| Material Application | 1)General plastics | ||
| 2)ABS,PA,PC,PE,PET,PS,PU,PVC,U-PVC | |||
| 3) PA+GF (Glass Fiber) | |||
| 4)Flame-resistant reinforced plastics | |||
| 5)Modified engineering plastics | |||
| 6)All kinds of mixed recycled materials | |||
| General Terms | Means of transport: Ocean, Air, Express | ||
| Production time: 20-25 days after order | |||
Â
Tungsten carbide pellets are small, cylindrical or spherical shapes made from tungsten carbide, a hard and dense material. These pellets are typically used in various industrial applications, such as drilling, grinding, cutting, and wear-resistant components.
Tungsten carbide is a compound of tungsten and carbon, known for its high hardness, strength, and resistance to wear and corrosion. It is often used as a cutting tool material, as well as in the production of mining and drilling equipment.
The pellets are usually produced through a process called powder metallurgy, where Tungsten Carbide Powder is mixed with a binder material and then compacted under high pressure. The compacted pellets are then sintered at high temperatures to form a solid and durable product.
Tungsten carbide pellets are used in various industries, including mining, construction, oil and gas, and manufacturing. They are commonly used as inserts in drilling bits, cutting tools, and wear-resistant parts, providing high performance and extended tool life.
Overall, tungsten carbide pellets are essential components in many industrial applications, offering superior hardness, strength, and wear resistance.
Carbide Pellets,Cemented Carbide Pellets,Tungsten Carbide Pellets,Tungsten Carbide Alloy Pellet
Luoyang Golden Egret Geotools Co., Ltd , https://www.xtchvof.com